O que é uma laje de concreto com núcleo oco e por que ela é importante na construção moderna
Um laje de concreto com núcleo oco é um elemento pré-moldado de concreto protendido que apresenta vazios longitudinais - normalmente circulares ou ovais - percorrendo todo o seu comprimento. Esses vazios reduzem o peso total da laje em até 40-50% em comparação com uma laje maciça de concreto de dimensões equivalentes, mantendo ao mesmo tempo excelente desempenho estrutural em flexão, cisalhamento e resistência ao fogo. Essa combinação torna as lajes alveolares um dos sistemas de piso mais utilizados em edifícios comerciais, blocos residenciais de vários andares, estacionamentos, armazéns industriais e projetos de infraestrutura em todo o mundo.
A conclusão principal é direta: as lajes alveolares de concreto oferecem uma relação resistência-peso superior, rápida velocidade de instalação e consumo reduzido de material. Quando produzido em instalações modernas de pré-moldados - onde a cofragem de precisão, ímãs de cofragem e leitos de fundição automatizados definem a qualidade da produção - essas placas atendem consistentemente a tolerâncias dimensionais rígidas e especificações estruturais exigentes. Compreender como eles são fabricados, manuseados e instalados é essencial para engenheiros, empreiteiros e profissionais de compras que buscam soluções de pisos econômicas e de alto desempenho.
Como são fabricadas lajes de concreto com núcleo oco
A produção de lajes alveolares de concreto ocorre quase exclusivamente em fábricas de concreto pré-moldado, usando um dos dois métodos dominantes: o processo de extrusão (forma deslizante) ou o processo de moldagem úmida. Cada abordagem tem implicações específicas para o sistema de cofragem, disposição das armaduras, acabamento superficial e papel dos componentes de fixação magnética.
Método de extrusão
No método de extrusão, um leito de fundição de longo comprimento - normalmente de 100 m a 150 m de comprimento - é pré-tensionado com fios de aço de alta resistência antes de qualquer concreto ser colocado. Uma máquina de extrusão se desloca ao longo do leito, forçando uma mistura de concreto rígida e com queda zero em torno dos mandris que formam os núcleos ocos. A máquina se move a cerca de 1–2 m por minuto, deixando para trás uma laje contínua de seção transversal uniforme. Após a cura sob coberturas isoladas ou em ambiente aquecido, a placa é serrada com diamante nos comprimentos necessários.
Como o próprio leito de fundição atua como molde primário, o papel dos componentes discretos da fôrma é limitado - mas as formas laterais, os batentes finais e as inserções embutidas ainda são posicionados usando-se ímãs de cofragem para manter os componentes de aço no lugar na superfície da mesa de fundição magnética sem perfurar ou soldar. Este método de fixação não invasivo é particularmente valorizado na produção em linha longa porque elimina danos em bases de aço dispendiosas e permite o reposicionamento rápido entre os ciclos de produção.
Método de fundição úmida
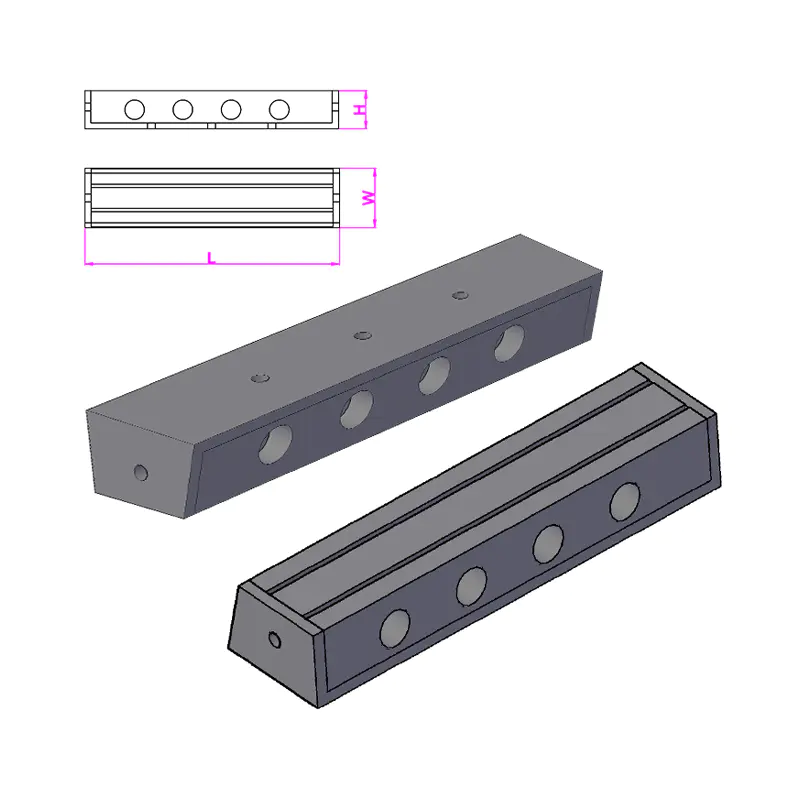
O processo de moldagem por via úmida utiliza moldes de aço individuais ou sistemas baseados em paletes nos quais os elementos de fôrma são montados. Aqui, ímãs de cofragem - também conhecidas como âncoras magnéticas de cofragem ou caixas magnéticas - desempenham um papel central e altamente visível. Esses dispositivos são colocados na superfície do palete de aço e atraem através da força magnética para manter venezianas laterais, bloqueios, inserções e gaiolas de reforço em posição precisa durante o vazamento de concreto e vibração. As forças de retenção variam amplamente dependendo do design do ímã, com unidades comuns fornecendo 600 kg, 900 kg, 1.200 kg ou até 2.100 kg de força de retenção, escolhida em função do peso e das cargas vibratórias que a fôrma deve resistir.
A capacidade de reposicionar ímãs de cofragem em segundos — simplesmente alternando a alavanca de ativação para liberar o campo magnético — reduz drasticamente o tempo de configuração em comparação com âncoras aparafusadas ou soldadas. Em uma instalação pré-moldada de alto rendimento que produz lajes alveolares em um carrossel ou sistema de paletes estacionários, essa velocidade se traduz diretamente em mais ciclos de produção por turno e menores custos de mão de obra por unidade.
O papel dos ímãs de cofragem na produção de lajes alveolares
Ímãs de cofragem são dispositivos de fixação projetados que usam ímãs permanentes de neodímio ou ferrite encerrados em uma caixa de aço. Quando ativado, o circuito magnético fecha através do palete de aço ou da superfície da mesa, gerando uma poderosa força de retenção. Quando desativado - girando uma alavanca que move um ímã interno - o circuito se abre e a unidade pode ser levantada manualmente. Sem adesivo residual, sem superfície danificada, sem necessidade de ferramentas especiais.
Na produção de lajes alveolares de concreto, os ímãs de cofragem desempenham diversas funções específicas:
- Fixação de formas laterais longitudinais que definem a largura da laje e o perfil da borda
- Manter as venezianas finais na posição para estabelecer o comprimento da laje e formar a superfície de cobertura
- Fixação de formadores de bloqueio em locais centrais onde são necessárias aberturas para serviços, colunas ou fixações
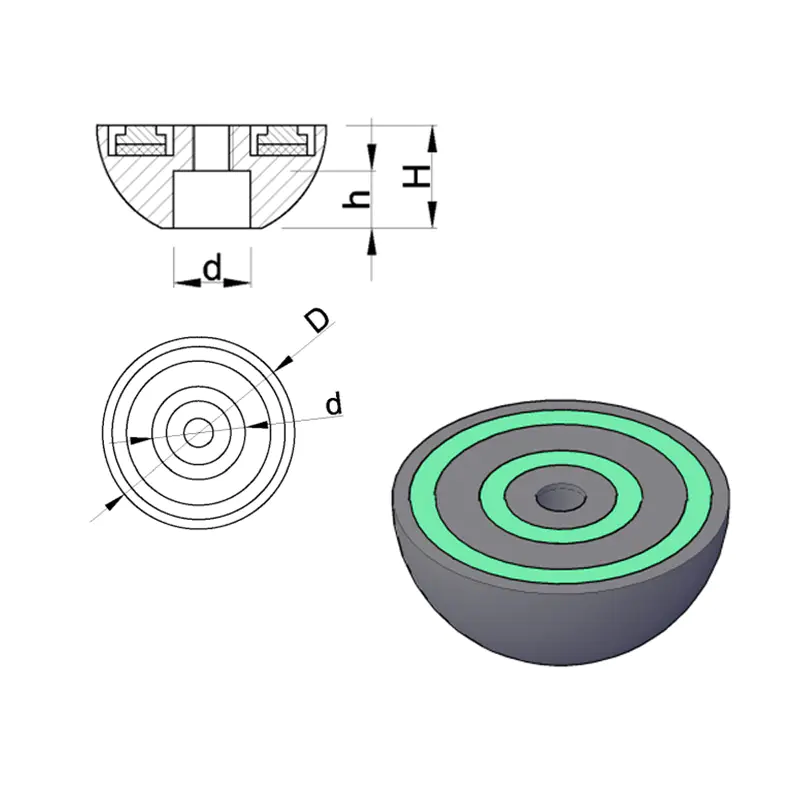
- Umnchoring cast-in inserts such as lifting loops, anchor channels, threaded sleeves, and electrical conduit brackets
- Estabilização de gaiolas de reforço contra deslocamento durante vibrações de concreto de alta frequência
A relação entre a seleção do ímã de cofragem e a vibração do concreto é particularmente importante. O concreto vibrante exerce forças dinâmicas na fôrma que podem ser várias vezes maiores que o peso estático. Um ímã de cofragem com força de retenção estática de 1.200 kg pode ser apropriado para uma forma que pesa apenas 80 kg quando as frequências e amplitudes de vibração são modestas, mas o mesmo ímã pode ser insuficiente sob intensa vibração interna. Fabricantes respeitáveis publicam dados de retenção testados contra vibração juntamente com classificações estáticas, e especificar apenas a força estática é um erro comum que leva ao movimento da forma durante a fundição.
Tipos de ímãs e suas aplicações
| Tipo magnético | Força de retenção típica | Uso primário na produção de lajes | Vantagem Principal |
|---|---|---|---|
| Ímã de caixa padrão | 600–1.200kg | Formas laterais, paradas finais | Econômico, amplamente disponível |
| Ímã de caixa resistente | 1.500–2.100kg | Formas de bordas de aço pesadas, grandes bloqueios | Alta resistência à vibração |
| Inserir ímã (plano) | 150–400kg | Umnchor channels, lifting sockets | Perfil baixo, cabe sob inserções |
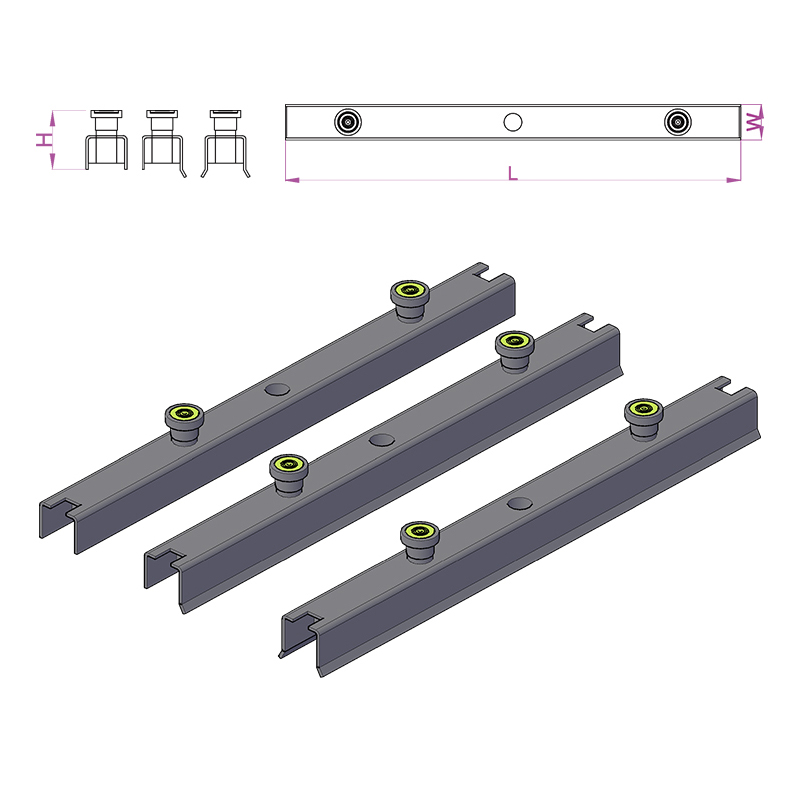
| Suporte de chanfro magnético | N/A (posicional) | Tiras de chanfro de borda no intradorso da laje | Detalhe consistente das bordas |
| Ângulo de canto magnético | Variável | Junções de 90°, cantos bloqueados | Elimina vazamento de argamassa nos cantos |
Desempenho estrutural de lajes de concreto com núcleo oco
O comportamento estrutural de uma laje alveolar de concreto é governado pelo seu nível de pré-esforço, classe do concreto, geometria do núcleo e relação vão-profundidade. As unidades alveolares padrão são produzidas em profundidades que variam de 150 mm a 500 mm , com larguras tipicamente de 1.200 mm. Vãos de 6 ma 18 m são comuns na prática, com unidades profundas bem projetadas atingindo 20 m ou mais sob condições de carregamento controladas.
A protensão é aplicada por meio de cordões de aço de alta resistência pré-tensionados - normalmente com limite de escoamento de 1.570 MPa ou 1.860 MPa - ancorados nos pilares do leito de fundição antes da colocação do concreto. Depois que o concreto atinge a resistência de transferência necessária (geralmente 25–30 MPa cúbico), os cordões são cortados ou liberados e a força de protensão é transferida para a seção de concreto por ligação. Isto introduz um efeito de curvatura (arco ascendente) que compensa parcialmente a deflexão sob cargas de serviço.
Desempenho típico do período de carga
| Profundidade da Laje (mm) | Vão 6 m (kN/m²) | Vão 9 m (kN/m²) | Vão 12 m (kN/m²) | Vão 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3,5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Estas figuras ilustram porque as lajes alveolares são especificadas para vãos médios a longos em edifícios de escritórios e parques de estacionamento, onde cargas impostas de 2,5–5,0 kN/m² são padrão e vãos de 9–14 m são economicamente atrativos. O pré-esforço elimina a necessidade de vigas de aço secundárias em muitos casos, reduzindo a profundidade estrutural da zona do piso e poupando uma altura significativa – muitas vezes 300–500 mm por piso – ao longo da vida de um projecto de vários pisos.
Resistência ao Fogo
As lajes alveolares de concreto oferecem resistência inerente ao fogo através da massa térmica do concreto e da profundidade de cobertura dos cordões de protensão. Uma laje de 200 mm com cobertura de 35 mm no centróide do cordão normalmente atinge REI 120 (resistência estrutural ao fogo de duas horas) sob exposição padrão ao fogo. Unidades mais profundas e com maior cobertura alcançam prontamente REI 180 ou REI 240, atendendo aos requisitos de ocupação mais exigentes sem proteção adicional contra incêndio. Esta é uma grande vantagem em relação às alternativas de aço ou madeira, que requerem revestimentos intumescentes, sistemas de sprinklers ou revestimentos para atingir classificações equivalentes.
Sistemas de Cofragem e Fixação Magnética na Fábrica de Pré-moldados
A qualidade de uma laje alveolar de concreto é inseparável da qualidade do sistema de fôrma utilizado para produzi-la. Quer a planta utilize um sistema de paletes estacionários, um carrossel giratório ou leitos de fundição longos, a precisão com que a fôrma é definida e fixada determina a precisão dimensional, o acabamento superficial e a consistência dos elementos acabados.
Sistemas de carrossel de paletes
Em um carrossel de paletes moderno, os paletes de aço se movem através de uma sequência fixa de estações: limpeza, configuração do molde, colocação de reforço, fundição de concreto, vibração, cura, desmoldagem e transporte de elementos. Todo o ciclo normalmente dura 24 horas, com vários paletes em circulação simultaneamente. Na estação de fixação do molde, os operadores posicionam as formas laterais e as inserções usando ímãs de cofragem de acordo com o layout gerado por CNC ou baseado em desenho para cada elemento. Como a superfície do palete é uma placa de aço retificada com precisão, os ímãs alcançam contato consistente e força de retenção em toda a área.
Os ganhos de eficiência com a fixação magnética de fôrmas em sistema carrossel são substanciais. Estudos de produtores europeus de pré-moldados relatam consistentemente Redução de 30–50% no tempo de presa do molde em comparação com sistemas de ancoragem parafusados ou soldados. Numa fábrica que produz entre 80 e 120 paletes por dia, isto traduz-se em horas de mão-de-obra poupadas por turno e numa redução mensurável no custo de produção por metro quadrado de placa.
Leitos de fundição de linha longa para núcleo oco extrudado
Na extrusão de linha longa, a função principal da fôrma é cumprida pelo próprio leito de fundição - uma superfície plana e lisa de aço ou revestida de polímero ao longo da qual a extrusora se desloca. No entanto, ímãs de cofragem e sistemas de ancoragem magnética relacionados são usados para reter:
- Defletores e desviadores de cordão que perfilam a trajetória de pré-esforço
- Trilhos laterais longitudinais que definem a largura da laje antes do início da extrusora
- Formadores de bloqueio central que criam aberturas para penetrações de serviço em locais específicos
- Barras ou malhas de reforço adicionadas à superfície de concreto úmido para conexões de cobertura composta
A natureza não invasiva da fixação magnética é especialmente valorizada em leitos long-line, onde a superfície deve permanecer intacta durante milhares de ciclos de produção. Qualquer pontuação ou buraco na superfície causado por perfuração ou soldagem torna-se uma fonte de vazamento e aderência da argamassa, aumentando a força de desmoldagem e defeitos superficiais no intradorso da laje acabada.
Selecionando o ímã de cofragem correto
A escolha do ímã de cofragem correto para uma aplicação específica de produção de lajes alveolares requer a consideração de vários fatores além de simplesmente combinar a força de retenção com o peso da forma:
- Espessura da palete ou mesa: Os ímãs são projetados para funcionar com espessuras de aço específicas (normalmente 10–25 mm). Muito fino e o circuito magnético está incompleto; muito grosso e a força de retenção cai substancialmente.
- Método de vibração de concreto: Os vibradores de mesa externos geram forças dinâmicas mais altas do que os vibradores de agulha internos. Os ímãs em sistemas vibrados externamente precisam de forças de retenção nominais mais altas – geralmente 1,5 a 2 vezes o requisito calculado estaticamente.
- Pressão de água doce e carga de concreto: Em elementos altos ou onde o concreto é colocado rapidamente, a pressão hidráulica contra as formas pode exceder os cálculos simples de peso. O ímã deve resistir à força de elevação vertical e à pressão lateral.
- Material da forma e geometria: As formas de aço transferem a força magnética diretamente; as formas de alumínio ou plástico requerem placas de base de aço para atuarem como intermediárias entre o ímã e o material não ferromagnético da forma.
- Ambiente operacional: Plantas com pontes rolantes, motores elétricos ou outras fontes eletromagnéticas podem exigir ímãs com invólucros blindados para evitar desativação ou interferência não intencional.
Os principais fabricantes - incluindo Ratec, Halfen, Sommer e outros - oferecem suporte de engenharia para seleção de ímãs e publicam fichas técnicas detalhadas com força de retenção estática, força testada contra vibração, faixa de temperatura operacional e ciclo de vida (normalmente classificado para 500.000 a 1.000.000 ciclos de ativação antes que os componentes internos exijam inspeção).
Transporte, Manuseio e Instalação de Lajes Alveolares
Depois de moldadas, curadas e serradas no comprimento certo, as lajes alveolares de concreto devem ser levantadas, transportadas e instaladas com cuidado. A seção protendida é otimizada para flexão positiva na direção do vão; o manuseio incorreto que introduz flexão negativa ou carga transversal pode causar rachaduras na face pré-comprimida (intradorso) – danos que são difíceis de detectar e podem comprometer o desempenho estrutural.
Requisitos de içamento e transporte
As lajes alveolares devem ser levantadas usando braçadeiras projetadas especificamente ou arranjos de viga e espalhador que apliquem carga em pontos dentro da zona de levantamento projetada - normalmente não mais que L/5 de cada extremidade, onde L é o comprimento da laje. Para lajes com mais de 10 m, um levantamento de três ou quatro pontos usando uma viga espalhadora é uma prática padrão para controlar os momentos fletores.
No local, as lajes são instaladas por guindaste diretamente sobre vigas de suporte, paredes ou consolos. O comprimento do rolamento em cada extremidade deve atender aos requisitos mínimos — normalmente 75 mm em suportes de aço ou concreto pré-moldado e 100 mm em alvenaria ou concreto in situ — para garantir uma transferência de carga adequada e evitar lascas nas extremidades sob cargas de serviço. Almofadas de neoprene ou argamassa são usadas para distribuir a tensão de contato e acomodar tolerâncias dimensionais.
Betumação de Juntas Longitudinais
Umdjacent hollow core slabs in a floor are connected by grouting the longitudinal joints between units. The grout — typically a Portland cement mix with a low water-cement ratio — fills the tapered or keyed joint and, once hardened, transfers horizontal shear between units, enabling the floor to act as a diaphragm. In seismic design, this diaphragm action is critical for distributing lateral forces to the vertical structural system. The grout is often reinforced with longitudinal tie bars placed in the open cores at the edges and grouted in, providing continuity reinforcement across the joint.
A precisão da junta longitudinal depende em parte da precisão com que a forma da borda foi mantida durante a fundição - outro ponto onde ímãs de cofragem e acessórios de fixação magnética relacionados influenciam diretamente a qualidade do piso instalado. Uma forma que se desloque até 3–5 mm durante a fundição pode produzir uma geometria de junta que é difícil de rejuntar completamente, deixando vazios que reduzem a transferência de cisalhamento e a resistência à água.
Cobertura de concreto in situ
Muitos pisos de lajes alveolares são especificados com uma cobertura estrutural de concreto in-situ, normalmente com 50–75 mm de espessura, moldada sobre as unidades pré-moldadas após a instalação. Esta cobertura serve vários propósitos:
- Nivela a superfície do piso, compensando a curvatura diferencial entre lajes adjacentes
- Cria um diafragma robusto conectando todas as unidades com uma laje reforçada contínua
- Permite a integração de betonilha, piso radiante ou serviços dentro da profundidade de cobertura
- Quando projetado de forma composta, aumenta a profundidade estrutural e a capacidade de carga do piso
A superfície superior das lajes alveolares produzidas por extrusão é intencionalmente deixada áspera - o processo de extrusão deixa uma textura ondulada ou estriada que fornece ligação mecânica para a cobertura. As unidades fundidas a úmido requerem preparação de superfície (normalmente jateamento ou escarificação mecânica) para atingir resistência de ligação equivalente, o que acrescenta uma etapa de produção e custo associado.
Sustentabilidade e eficiência material de lajes de concreto alveolares
A indústria da construção enfrenta uma pressão crescente para reduzir o carbono incorporado e o consumo de materiais. As lajes alveolares de concreto comparam-se favoravelmente com sistemas de piso alternativos em diversas métricas de sustentabilidade, especialmente quando o ciclo de vida completo é considerado.
Volume reduzido de concreto e aço
Ao remover o concreto da zona central - onde ele contribui pouco para a resistência à flexão - a produção de núcleo oco utiliza 30–45% menos concreto por metro quadrado do que uma laje maciça equivalente com o mesmo vão e capacidade de carga. O uso de aço de protensão de alta resistência (1.860 MPa) em vez de armadura de aço macio convencional (500 MPa) significa que o peso total do aço por unidade de área também é significativamente reduzido: uma laje alveolar pode usar apenas 2–4 kg/m² de cordão de protensão, em comparação com 8–15 kg/m² de barra de reforço em uma laje armada convencional projetada para o mesmo desempenho.
Esta redução no material reduz diretamente o carbono incorporado na estrutura do piso. Os números da indústria sugerem que uma laje alveolar típica de 265 mm tem um carbono incorporado de aproximadamente 100–130 kg CO₂e/m² , em comparação com 160–200 kg CO₂e/m² para uma laje plana sólida in situ de capacidade estrutural semelhante.
Produção em Fábrica e Redução de Resíduos
A produção em fábrica sob condições controladas minimiza o desperdício de material devido a pedidos excessivos, derramamentos e retrabalho. Os resíduos de concreto em uma fábrica de pré-moldados bem gerenciada normalmente representam 1–3% do volume de produção, em comparação com 5–10% ou mais em uma instalação convencional in-situ. A utilização de ímanes de cofragem e formas de aço reutilizáveis reduz ainda mais o desperdício de cofragem; uma fôrma de aço de alta qualidade usada com ancoragem magnética pode ser reutilizada em milhares de ciclos de produção, enquanto a fôrma de madeira em um local in situ é normalmente descartada após alguns usos.
Considerações sobre o fim da vida
Umt end of life, hollow core concrete slabs can be broken down and recycled as aggregate for road sub-base, fill material, or — in more advanced recycling streams — reprocessed into concrete aggregate. The prestressing strand can be recovered and recycled as scrap steel. Neither process is perfect, and some embodied carbon is lost in demolition and transport, but the relative simplicity of the material composition (concrete plus steel) makes hollow core slabs more straightforward to recycle than composite systems involving multiple bonded materials.
Aplicações Comuns e Exemplos de Projetos
As lajes alveolares de concreto são especificadas em uma ampla variedade de tipos de edifícios e aplicações de infraestrutura. A sua versatilidade decorre da ampla gama de profundidades disponíveis, da capacidade de acomodar penetrações de serviço e fixações fundidas (posicionadas com precisão usando âncoras magnéticas de cofragem durante a produção) e da sua compatibilidade com uma variedade de estruturas de suporte.
Edifícios residenciais de vários andares
Na construção residencial, lajes alveolares de 200–265 mm, abrangendo 5–9 m entre paredes ou vigas estruturais, são uma especificação padrão na Holanda, Escandinávia, Europa Central e Reino Unido. Um bloco de apartamentos de 15 andares usando pisos alveolares pré-moldados pode ser estanque em 8 a 12 semanas a partir do térreo, em comparação com 20 a 30 semanas para uma estrutura de concreto equivalente in situ. A planta baixa regular de edifícios residenciais se adapta particularmente bem à largura uniforme e à faixa de vão padrão das unidades alveolares.
Edifícios de escritórios comerciais
Os edifícios de escritórios exigem vãos mais longos para flexibilidade de plano aberto, normalmente de 9 a 14 m. Lajes alveolares profundas (320–400 mm) com altos níveis de pré-esforço são projetadas para suportar cargas impostas de 3,5–5,0 kN/m² sobre esses vãos sem vigas secundárias. O intradorso exposto de lajes alveolares - inerentemente planas e lisas do processo de extrusão ou moldagem úmida - fica cada vez mais visível como uma característica do projeto, evitando o custo de tetos falsos e ganhando benefícios de massa térmica que reduzem as cargas de resfriamento de pico em 15-25% em edifícios bem projetados com ventilação natural ou modo misto.
Parques de estacionamento
Os estacionamentos de vários andares são um dos ambientes mais exigentes para o concreto pré-moldado: vãos de 15 a 18 m são comuns, as cargas concentradas nas rodas podem atingir 30 a 60 kN por eixo e a estrutura está exposta a sais de degelo, ciclos de congelamento e degelo e umidade. Lajes alveolares em aplicações de estacionamento são normalmente 400–500 mm de profundidade , produzido com altos graus de concreto (C50/60 ou superior) e baixas relações água-cimento para maximizar a durabilidade. As almas finas entre os núcleos exigem um projeto cuidadoso da mistura de concreto – tamanho máximo de agregado baixo, trabalhabilidade adequada – e compactação precisa, o que é facilitado pelo ambiente de produção controlado e pelos sistemas de controle de qualidade da planta de pré-moldados.
Edifícios Industriais e de Armazenamento
Armazéns, centros de distribuição e instalações fabris utilizam lajes alveolares em mezaninos, docas de carga elevadas e pisos apoiados no solo em blocos de estacas. Nessas aplicações, a capacidade de pré-instalar soquetes de elevação fundidos, canais de ancoragem para sistemas de estantes e conduítes elétricos — todos posicionados usando âncoras magnéticas de cofragem durante a produção da planta — reduz significativamente os custos de fixação no local e o risco do programa.
Controle de qualidade e padrões para lajes de concreto com núcleo oco
As lajes alveolares de betão produzidas na Europa devem cumprir EN 1168:2005 A3:2011 — a norma de produto harmonizada para lajes alveolares pré-fabricadas de betão. Esta norma especifica requisitos de desempenho para resistência estrutural, resistência ao fogo, substâncias perigosas, tolerâncias dimensionais e desempenho acústico, juntamente com requisitos para controle de produção em fábrica, testes e marcação CE.
As principais tolerâncias dimensionais sob EN 1168 incluem:
- Comprimento: ±20 mm para lajes até 6 m; ±0,3% do comprimento para lajes com mais de 6 m
- Largura: ±5mm
- Profundidade: ±5 mm
- Retidão: ≤L/600, máximo 20 mm
- Esquadria das extremidades: ≤10 mm
- Camber: 15/−5 mm para lajes até 12 m
Umchieving these tolerances consistently depends on the quality of the entire production chain — from mix design and concrete batching, through strand tensioning accuracy, to formwork setting and post-casting inspection. The use of shuttering magnets and related magnetic positioning systems contributes to dimensional accuracy by eliminating the positional drift that occurs with conventional bolted forms under vibration, and by enabling rapid, precise repositioning when setting layouts change.
Além das tolerâncias dimensionais, a EN 1168 e os padrões de projeto do Eurocódigo de apoio (EN 1992-1-1, EN 1992-1-2) exigem verificação estrutural detalhada cobrindo flexão, cisalhamento, punção, ancoragem final e resistência ao fogo. O processo de projeto para um piso alveolar envolve determinar o vão máximo para a carga necessária, selecionar a profundidade apropriada da laje e o arranjo dos fios nas tabelas de carga do fabricante, verificar o comprimento do rolamento, verificar a ação do diafragma do piso cimentado e coordenar as penetrações de serviço com o engenheiro estrutural.
Comparando lajes alveolares com sistemas de piso alternativos
A escolha entre lajes alveolares de concreto e sistemas de piso concorrentes exige a avaliação do desempenho estrutural, da velocidade do programa, do custo, da sustentabilidade e das restrições do local. Nenhum sistema vence em todos os critérios, mas as lajes alveolares apresentam vantagens claras em cenários específicos.
| Critério | Laje alveolar oca | Laje Plana In Situ | Deck de aço composto | Laje Pré-moldada Sólida |
|---|---|---|---|---|
| Faixa de amplitude típica | 6–20 metros | 5–12 metros | Vigas de 3–9 m (convés) | 3–7 metros |
| Peso (próprio) | Baixo-Médio | Alto | Baixo-Médio | Alto |
| Velocidade de instalação | Muito rápido | Lento (cofragem, cura) | Rápido | Rápido |
| Resistência ao fogo (sem proteção extra) | REI 60-240 | REI 60-180 | Normalmente REI 30–60 | REI 60-180 |
| Eficiência material | Alto | Baixo | Médio | Baixo |
| Umcoustic performance | Bom (com mesa) | Bom | Justo (requer tratamento) | Bom |
| Integração de serviços | Médio (cores usable) | Alto (flexible) | Alto | Baixo |
Os próprios núcleos oferecem uma vantagem útil para serviços de construção: em algumas abordagens de projeto, os vazios longitudinais são usados como dutos de ar para aquecimento, resfriamento ou ventilação, passando ar condicionado através da laje para servir o espaço ocupado e usar a massa térmica do concreto para revenido. Esta abordagem de Sistema de Edifícios Ativados Térmicos (TABS) foi implementada em numerosos projetos de escritórios na Europa Central, com reduções mensuráveis na procura máxima de refrigeração de até 30–40% em comparação com sistemas convencionais do lado do ar.
Considerações práticas para especificadores e empreiteiros
Especificar ou adquirir lajes alveolares de concreto requer o envolvimento do fabricante no início do processo de projeto. Ao contrário do concreto in situ, que pode ser ajustado no local, as lajes alveolares são fixadas dimensionalmente na fábrica. As alterações após a produção – recortes, fixações adicionais, modificações de reforço – são tecnicamente possíveis, mas dispendiosas e demoradas. É fundamental acertar o fluxo de informações na fase de design.
Informações necessárias na fase de design
- Cargas estruturais: peso próprio, cargas mortas sobrepostas (betonilha, divisórias, acabamentos), impostas (categoria de ocupação) e quaisquer cargas concentradas de instalações, armazenamento ou fixações de revestimento
- Condições claras de vão e rolamento em cada suporte, incluindo quaisquer suportes não paralelos ou geometria distorcida
- Classe de resistência ao fogo exigida para a zona do piso
- Localização, tamanho e estrutura de todas as penetrações de serviço, incluindo mangas MEP, tubos de drenagem, colunas estruturais que passam pelo piso e aberturas de poços de elevador
- Fixações fundidas necessárias: canais de ancoragem, soquetes de içamento, parafusos de fixação, pontas de conduíte - todos posicionados usando âncoras magnéticas de cofragem e fundidos durante a produção na fábrica
- Umcoustic performance requirements, particularly for residential or mixed-use projects where impact and airborne sound must meet regulatory standards
- Limites de deflexão e expectativas de curvatura, especialmente onde acabamentos frágeis (ladrilhos, tijoleira) serão aplicados diretamente na superfície da laje
Coordenação do local para instalação
No local, a instalação de lajes alveolares requer coordenação da capacidade do guindaste, rotas de acesso, escoramento temporário (se exigido pelo projeto estrutural) e a sequência de grauteamento, preenchimento e detalhes de conexão estrutural. A capacidade do guindaste é muitas vezes a restrição crítica : uma laje alveolar de 400 mm, 12 m de comprimento e 1,2 m de largura, pesa aproximadamente 5.000–5.500 kg. Em um local urbano restrito onde o alcance do guindaste reduz a capacidade de elevação, isso pode exigir a redução do comprimento da laje ou a especificação de uma unidade mais leve – uma decisão que se reflete no projeto do vão, da carga e da estrutura de suporte.
O rejuntamento das juntas deverá seguir rigorosamente as especificações do fabricante. Usar uma argamassa muito úmida produz uma junta porosa e fraca, com tendência a rachar; muito seco e pode não preencher completamente o perfil da junta cônica, deixando vazios. O rejuntamento de juntas em grandes áreas de piso deve ser planejado como uma operação contínua, com pessoal adequado e capacidade de mistura para evitar juntas frias em uma única passagem de junta.
Verificações pós-instalação
Umfter installation and grouting, the completed hollow core floor should be inspected for:
- Cambagem diferencial entre unidades adjacentes — aceitável dentro de ±5 mm sem cobertura; se for maior, pode ser necessária profundidade adicional da mesa para obter uma superfície nivelada
- Preenchimento do rejunte em todas as juntas longitudinais e transversais
- Adequação do rolamento final em todos os suportes
- Condição das pastilhas fundidas – quaisquer pastilhas danificadas ou mal posicionadas devem ser relatadas e corrigidas antes da aplicação de cobertura ou acabamentos
- Umbsence of handling damage: cracking at slab ends, spalling at bearing areas, or longitudinal cracking in the webs that may indicate transport or erection damage
Inovações em tecnologia de lajes alveolares e sistemas de fôrma magnética
A indústria de concreto pré-moldado continua a desenvolver tanto o produto de laje alveolar quanto os sistemas de produção utilizados para fabricá-lo. Várias áreas de desenvolvimento activo são dignas de nota para aqueles que tomam decisões de investimento em infra-estruturas a longo prazo.
Concreto de ultra-alto desempenho na produção de núcleos ocos
A investigação sobre betão de ultra-alto desempenho (UHPC) para aplicações alveolares está em curso em vários programas de investigação europeus e asiáticos. As misturas UHPC com resistências à compressão de 150–200 MPa permitem que as espessuras da alma sejam ainda mais reduzidas, diminuindo o peso próprio e mantendo a capacidade de cisalhamento. O desafio da produção é que o UHPC não é compatível com equipamentos de extrusão padrão — o reforço da fibra e a viscosidade da mistura exigem métodos de fundição modificados — e o papel do ímãs de cofragem and precision magnetic formwork systems no posicionamento de moldes mais finos e de maior precisão torna-se ainda mais crítico.
Umutomation and Robotics in Formwork Setting
Vários fabricantes de equipamentos pré-moldados oferecem agora sistemas robóticos de configuração de fôrmas que leem o layout dos elementos de um modelo BIM e posicionam automaticamente formas laterais, batentes finais e inserções na superfície do palete. Esses sistemas normalmente usam robôs de pórtico com sistemas de visão para selecionar e posicionar componentes de fôrma, usando ímãs de cofragem como mecanismo de fixação final – o robô posiciona a forma e a âncora magnética é ativada para travá-la no lugar. Os primeiros a adotar esses sistemas relatam uma precisão de ajuste do molde de ±1–2 mm e tempos de ciclo bem abaixo do ajuste manual, com qualidade consistente e fadiga reduzida do operador.
Integração Digital e Produção Inteligente
As modernas fábricas de pré-moldados integram cada vez mais a tecnologia digital twin – um modelo virtual em tempo real da área de produção – com sistemas de controle de qualidade, gestão de estoque e logística. Cada elemento recebe um código QR ou etiqueta RFID exclusivo no ponto de produção, vinculando seu registro digital ao lote específico de concreto, lote de fios, posições de inserção fixadas por ímã e resultados de verificação dimensional. Esta rastreabilidade é cada vez mais exigida pelos principais empreiteiros e clientes em projetos complexos onde é necessária a responsabilização estrutural ao longo da vida útil projetada de 50 a 100 anos do edifício.
A precisão da fixação magnética da fôrma – combinada com verificações de qualidade do elemento acabado por digitalização a laser antes do envio – faz parte desta cadeia de qualidade digital. Uma laje que passa por todas as verificações dimensionais, registros de resistência do concreto e inspeção visual é despachada com um registro de produção completo acessível por QR scan no local, permitindo que o engenheiro estrutural ou proprietário do edifício verifique a conformidade sem depender apenas de certificados em papel.








